

Derullgruppär en kärnkomponent i bältestransportören, ansvarig för att stödja transportbandet och minska körmotståndet. Dess monteringskvalitet påverkar direkt transportörens stabilitet, livslängd och driftsbrus. Följande beskriver de viktigaste punkterna i rullgruppsenheten från fyra dimensioner: Förberedelse före montering, kärnmonteringsprocess, för att säkerställa en standardiserad och effektiv monteringsprocess.
1. Förberedelse före montering: Lägg grunden och undvik risker
Före montering måste tre kärnuppgifter - "Materialinspektion, förberedelse av verktyg och miljörengöring" - måste slutföras för att undvika omarbetnings- eller kvalitetsrisker orsakade av preliminära utelämnanden.
1.1 Materialräkning och kvalitetskontroll
● Kontrollera kärnkomponenterna i rullgruppen en efter en: rullar (inklusive rullkroppar, lagerhus, lager och oljetätningar), parenteser, axlar, fästelement (bultar, muttrar, brickor), etc. Se till att mängden matchar ritningarna, utan fel eller fel delar.
● Kvalitetsvisning av nyckelkomponenter:
◆ Rullkropp: Inga stötar, deformation eller rost på ytan; enhetlig väggtjocklek (fläckinspektion med en bromsok är tillgänglig); Lagerhusen i båda ändarna är ordentligt svetsade (inga falska svetsar eller sprickor).
◆ Lager: Flexibel rotation utan fastnat eller onormalt brus; intakta tätningsskydd (för att förhindra att damm och olja kommer in); Modeller matchar ritningarna (t.ex. Deep Groove Ball Bearings 6204, 6205).
◆ Fästen: Materialet uppfyller kraven (mestadels Q235 -stål); Inga burrs eller deformation vid svetsledarna; Exakt position för monteringshål (håldiametern matchar bultarna, med ett fel ≤ 0,5 mm).
1.2 Verktygs- och hjälpmaterialberedning
●Essential tools: Torque wrench (critical for ensuring the bolt tightening torque meets standards), adjustable wrench, hexagon socket wrench, caliper (for measuring dimensions), feeler gauge (for measuring gaps), rubber hammer (to avoid damage to components from hard knocking), bearing installation tools (e.g., sleeve, press; direct knocking on the bearing inner ring is prohibited).
● Hjälpmaterial: Fett (matchande av lagren, såsom litiumbaserat fett nr 2, som används för att laga smörjning), rostinhibitor (sprayade på svetsfogarna på parenteserna efter montering), rengöring av trasa (för torkning av oljefläckar och damm på komponenter).
1.3 Krav på monteringsmiljö
● Webbplatsen ska vara platt och torr och undvika fuktiga miljöer (för att förhindra komponent rostning) och dammiga miljöer (för att förhindra att föroreningar kommer in i lagren).
● Lägg skyddsdynor (t.ex. gummikuddar, träskivor) för att förhindra repor på rullkroppen orsakade av direktkontakt med marken.
2. Kärnmonteringsprocess: Använd i sekvens och säkerställa precision
Montering avrullgruppbör följa sekvensen för "först montera rullenheten → Sätt sedan montera konsolen → Slutligen fixa och verifiera". Precision måste kontrolleras i varje steg för att undvika feljustering av komponenter.
Steg 1: Rullenhetsenhet (kärnan i kärnan)
Rullenheten är "exekveringsenheten" för rullgruppen, bestående av rullkroppen, lagren, axeln och oljetätningen. Under montering, fokus på att säkerställa "flexibla lager och pålitlig tätning".
1.1 Montering av lager och lagerhus
Applicera först en liten mängd fett på den inre väggen i lagerhuset (ett tunt skikt som täcker innerväggen är tillräckligt; överdrivet fett kan orsaka att lagret värms upp).
● Använd en press för att smidigt trycka på lagret in i lagerhuset (kraftansökningspunkten är på lagerets yttre ring; att trycka på den inre ringen är förbjuden). Se till att det inte finns något gap mellan lagret och lagerhuset (inspektion med en känslamätare är tillgänglig med ett gap ≤ 0,05 mm).
● Installera oljetätningen: Bädda in oljetätningen (mestadels dubbel-läppoljetätning) i spårets spår. Se till att oljetätningen är tätt fäst vid den yttre ringen utan avvikelse (för att förhindra fettläckage eller damminträde under drift).
1.2 Montering av axel och rullkropp
● Passera axeln (med en slät yta och inga burrs) genom lagerets inre ring i ena änden av rullkroppen och tryck den försiktigt till den inre ringen i andra änden. Se till att axeln är helt fäst vid den inre ringen (ingen löshet).
● Rotationstest av rullkroppen: rotera rullkroppen för hand; Det bör rotera flexibelt utan att fastna eller onormalt brus, och rotationströgheten bör vara enhetlig (ingen "stamande känsla"). Om det finns fastnat, demontera och kontrollera om lagret är installerat i omvänd riktning eller om det finns föroreningar.
Steg 2: Montering av rullenhet och konsol
Fästet är "Supportramen" för rullgruppen. Det är nödvändigt att säkerställa rullenhetens exakta position på konsolen för att undvika transportbältets avvikelse.
2.1 Positionering av rullenheten
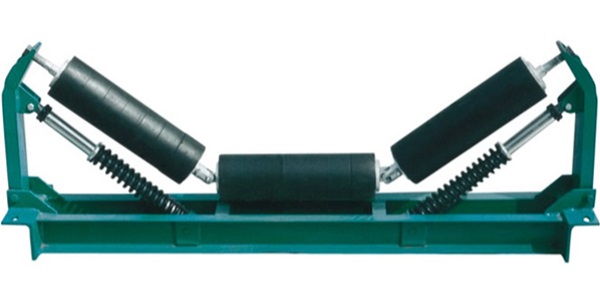
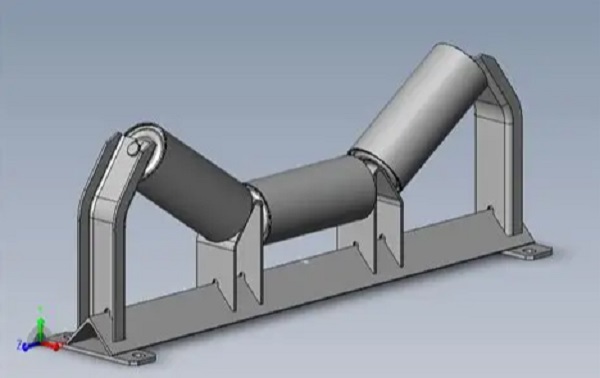
● Enligt kraven på ritningarna, placera de monterade rullenheterna (en enda rullgrupp innehåller vanligtvis 2-5 rullenheter; till exempel innehåller en "parallell rullgrupp" 3 enheter och en "trågrullgrupp" innehåller 2 sidrullar + 1 mittrulle) i monteringsspåren av konsolen.
● Särskild uppmärksamhet bör ägnas åt trågrullgruppen: vinkeln mellan sidrullarna och den mellersta rullen (vanligtvis 30 °, 35 °, 45 °, enligt ritningskraven) bör mätas med en vinkelstyrare, med ett fel ≤ 1 ° (vinkelavvikelse kommer att orsaka ojämn kraft på transportbandet, lätt att leda till avvikelse).
2.2 Bultfixering
● Passera bultarna genom fästhålen på konsolen och lagerhålen på rullenheten, lägg på brickorna (platt brickor + fjäderbricka för att förhindra att lossningen) och dra först ut muttrarna för hand.
● Använd en vridmomentnyckel för att dra åt bultarna beroende på vridmomentet som anges i ritningarna (t.ex. är vridmomentet för M10-bultar vanligtvis 25-30N · m, och för M8-bultar är 15-20N · m). Överdriven vridmoment (som kan orsaka bultbrott) eller otillräckligt vridmoment (vilket kan orsaka lossning under drift) är förbjudet.
● Strömningssekvens: Dra åt symmetriskt (t.ex. 4 bultar bör åtdragas i en "diagonal sekvens" för att undvika konsoldeformation).
Steg 3: Övergripande verifiering och justering
Efter montering, genomför en övergripande inspektion för att korrigera avvikelser i rätt tid:
● Använd en nivå för att upptäcka fästets bottenyta: Se till att konsolen är horisontell (horisontell avvikelse ≤ 0,5 mm/m). Om den är benägen, justera packningarna (placera packningar längst ner på konsolen; tvingad böjning av konsolen är förbjuden).
● Kontrollera parallellen för rullenheterna: trågens sidorullarrullgruppbör vara symmetriskt fördelad på båda sidor av mittrullen, med ett parallellismfel ≤ 0,3 mm/m (detektion med rep-pulling-metoden: Dra en rak linje i båda ändarna av rullarna och mät avståndsskillnaden mellan rullarna och den raka linjen).
● Rotera alla rullar igen: Se till att alla rullar roterar flexibel utan "individuell fastnat". Om det finns fastnat, demontera och kontrollera montering av lager eller axlar.












