

1.1 Bestämning av rengöringsprogrammet
Sopa limbandet på koldammet som har fästs vid. Som vi alla vet innehåller det råa kolet som transporteras från gruvytan olika fuktegrader, och det är lätt att binda det fina pulveriserade kolet till ytan på bandet. Om det pulveriserade kolet bundet till tejpen inte rengörs, kommer det pulveriserade kolet att föras in i bälteslagringsfacket och rullen under hela bottenbältet i den tomma sektionen (dvs bottenbältet), och det kommer huvudsakligen att avsättas i bältet förvaringsfacket.
Huvudresultaten är:
En stor mängd pulveriserat kol ackumuleras i bälteslagringsfacket, som begraver stödrullen, vilket gör att rullen misslyckas med att driva och påverka bältets livslängd;
2) avvikelsen för bältesoperationen kommer att orsaka kanten hängande eller rivande olycka;
3) Öka tejpens löpningsmotstånd och öka kostnaden;
4) mängden kolrengöring ökar, vilket ökar arbetstagarnas arbetsintensitet;
Vid användning av kolrengöringsmedel finns det tre problem som ska lösas:
1) Rengöringseffekten ska vara bra;
2) Rengöraren är lätt att byta ut och underhållsarbetsbelastningen ska vara liten;
3) Det måste finnas en väg ut för det rengjorda pulveriserade kolet.
1. Analys av den nuvarande situationen
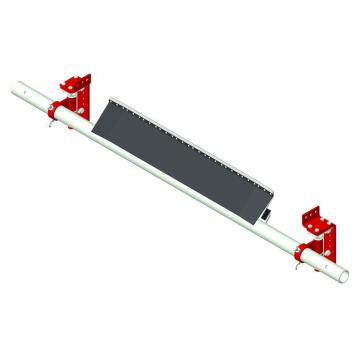
1) Strukturen och positionen för den traditionella kolrengöraren
Som framgår av figur 2-1 är kolrengöraren vanligtvis installerad på baksidan av trumman. Kolrengöraren är att fixa en bit tejp i mitten av två skivor för att bilda en kolrengöringsram, använda stift- och spakstrukturen för att få kolrengöraren att hålla fast vid den ihåliga tejpen för rengöring, använd spänningen i fjädern för att göra kolrengöraren och det ihåliga bältet ger ett visst tryck och kan få kolrengöraren att slitna efter tryckkompensationen.
2) Fel av traditionella kolrengöringsmedel
a. Kolrengöraren består av ett rengöringstejp, och eftersom det nedre bältet är ett ihåligt bälte flyter bältet upp under trycket från kolrengöraren, rensarens tryck är inte tillräckligt och rengöringseffekten är dålig.
6. Kolrengöraren är på baksidan av lossningstrumman och ligger i allmänhet mer än 1 m från den lossande trumman enligt installationsförhållandena, och kolet under rengöringen behöver bearbeta en liten kolhoppare för att glida bort kolet till nästa bälte, men ibland för att höjden på det underjordiska utrymmet inte räcker, kan kolet som sopas ner inte glidas bort.
c. Bytesarbetsbelastningen för kolrengöraren är stor, vilket gör kolrenaren lätt att skada, och ersättningscykeln är också mycket kort.
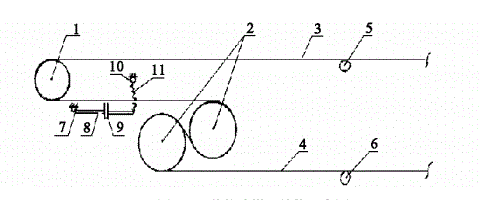
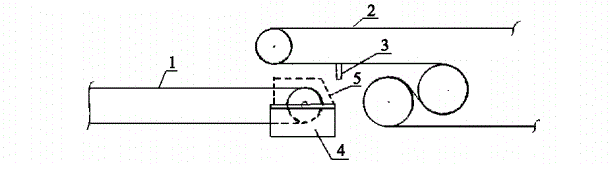
3) Typisk bältestransport varv
En typisk bältestransport varv visas i figur 2-2.
Som framgår av figur 2-2 kan kolet under kolrengöraren inte glida direkt på ett bälte, och enligt bestämmelserna i "kolgruvsäkerhetsbestämmelserna" måste de 35 löpande delarna av all utrustning vara utrustad med en skyddande anordning (dvs. en sköld), så efter att ett bälte är utrustat med en sköld, är problemet med kolet som glider ned av de två rensarna höjda.












